






カスタム ABS プラスチック射出成形金型
カスタム ABS プラスチック射出成形金型 寧波 (P&M) はカスタム ABS プラスチック射出成形金型で 15 年の経験があります。 ISO 9001認証を取得しています。私たちはプロのカスタム金型サービスを提供し、プロのプラスチック金型メーカーです。製品の原材料選定や金型材料の選定など、豊富な経験を持っております。私たちはさまざまな材料の特性と金型設計の長所と短所を熟知しています。お客様に適した素材と専門的なデザインアドバイスをご提案させていただきます。
お問い合わせを送信
製品説明
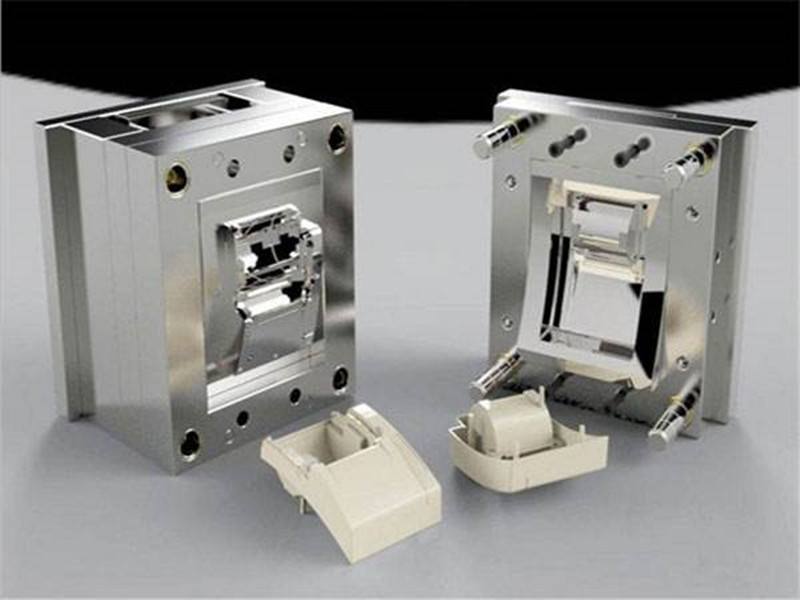
ABS は、強靭で剛性が高く、美的に多用途であることで知られる高性能熱可塑性プラスチックです。パフォーマンス: 高い耐衝撃性と優れた寸法安定性。用途: 自動車内装、電子機器、およびハイエンド消費財 (レゴなど)。ABS に特殊な金型が必要な理由ABS で最良の結果を得るには、金型がその特有の特性に対応する必要があります。精度管理: ABS は収縮率が低く、厳しい金型公差が必要です。表面品質: ABS はさまざまな用途に使用されることが多いため、 「視覚的」部品の場合、金型は高光沢または複雑なテクスチャをサポートする必要があります。熱管理: 反りを防止し、サイクル時間を短縮するには、適切な冷却が不可欠です。
ABS ツーリングにおける寧波 P&M の利点寧波 P&M は 17 年以上の経験を活用して、特に ABS 製造用の金型を最適化します。超精密機械加工: 当社は±0.01mm の金型精度を達成し、ABS の低収縮要件に完璧に適合し、完璧なフィット感を実現します。優れた表面仕上げ: 高度なミラー EDM と高速 CNC を利用して、高光沢またはカスタムテクスチャーの表面を提供します。 ABS は有名です。最適化された冷却システム: 当社のカスタム設計の冷却チャネルは ABS の高速冷却特性を最大限に高め、生産サイクル タイムを大幅に短縮します。エキスパート モールド フロー解析: 高度なシミュレーションを使用して ABS がどのように流れるかを予測し、金型を構築する前にウェルド ラインやエア トラップを排除します。世界品質基準: ISO 9001 認証と 5,000 以上の完了したプロジェクトにより、当社は ABS 部品が国際的な耐久性と美観のベンチマークを確実に満たすことを保証します。
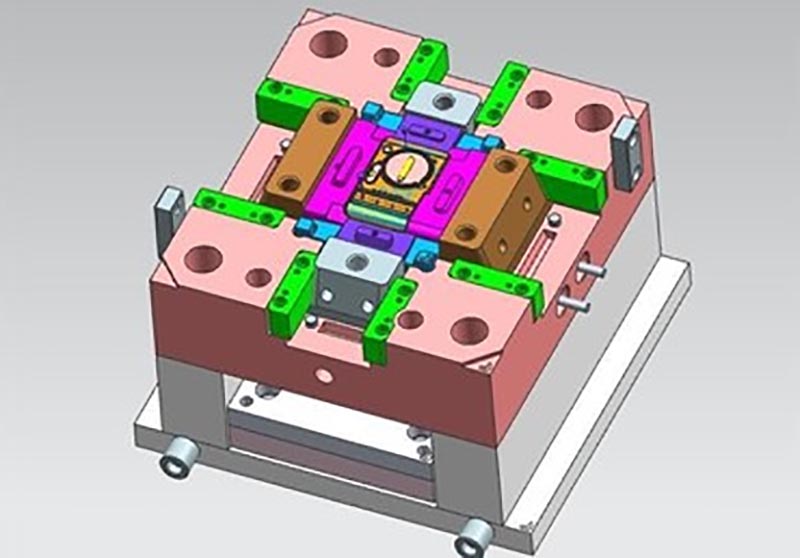
金型の準備
金型設計:キャビティ表面は必ず鏡面研磨(#10000以上のダイヤモンドペースト研磨)してください。小さな傷は部品の表面に再現されます。ランナーとゲートは滑らかで、よどみ点がなく、溶接痕が最小限に抑えられている必要があります。
金型の洗浄: 金型を閉じる前に、埃の出ない布、高純度アルコール、または専用の金型クリーナーでキャビティを徹底的に拭く必要があります。ほこり、油、湿気、または前の金型の残留物の痕跡があると、致命的な欠陥が発生する可能性があります。
金型温度コントローラー (金型温度制御): 金型を予熱し、最適な温度 (通常 60 ~ 80°C) に維持するように準備されています。
フェーズ 2: 射出成形サイクル (微調整)
プロセスパラメータは「穏やかかつ均一」の原則に基づいて設定され、材料の分解やストレスを引き起こす可能性のある過酷な操作を回避します。
1. 型締め
金型は高圧下でロックされます。
2. 射出圧力と保圧
バレル温度: PMMA の処理温度範囲は狭く、通常は 210 ~ 270°C に設定されます。
温度が低すぎる: 溶融物の流動性が低く、不完全な充填、表面フロー マーク、および目立つウェルド ラインが発生します。
温度が高すぎる(280℃以上):材質が分解し、黄変、気泡、黒点が発生する場合があります。
射出速度: 中~低速の射出速度をお勧めします。
射出速度が速いと高いせん断応力が発生しやすく、せん断過熱、局所的な材料の分解 (黒い斑点の生成)、ガスの巻き込みが発生します。
射出速度が遅いとガス抜きが容易になり、気泡やシルバー ストリークが減少しますが、ウェルド ラインが目立ちやすくなる場合もあります。バランスを見つけることは製品の構造によって異なります。通常は多段階射出成形が使用され、厚肉領域では脱気を促進するために充填速度が遅くなり、薄肉領域では射出速度が速くなります。
保持圧力: 中程度から低い保持圧力と短い保持時間を使用します。過度に高い保持圧力と長い保持時間は、重大な内部応力を生成する可能性があり、その後の使用中に製品に応力亀裂が発生しやすくなります。圧力を保持する主な目的は、製品を圧縮することではなく、収縮を補うことです。
3. 冷却
金型温度: これは非常に重要であり、通常は 60 ~ 80°C の間に維持する必要があります。
金型温度が低すぎる場合、溶融物は冷たい金型壁と接触すると急速に冷却され、分子鎖が「凍結」します。その結果、流れが悪くなり、ウェルド ラインが弱くなり、製品に非常に高い内部応力が発生します。
金型温度が高すぎると冷却時間が長くなり、生産効率が低下したり、金型の固着が発生しやすくなります。
冷却時間:突き出し時の変形を防ぐため、製品が完全に冷却されて成形されていることを確認してください。
4. 型開きと取り出し
PMMAは表面硬度が高い脆性材料です。排出システムはバランスが取れており、均一である必要があります。
鋭利なエジェクタピンの使用は避けてください。白点、亀裂、明らかな排出跡を防ぐために、大面積のイジェクター (ストリッパー)、プッシュ ブロック、またはガスアシスト排出を使用することをお勧めします。
ステージ 3: 後処理と検査
ゲートの取り外し: ゲートとランナーを慎重に切断または打ち抜きます。透明性と美しさを取り戻すために、トリミングされた領域を研磨して磨く必要があります。
アニーリング (応力除去 - 強く推奨)
目的: 射出成形プロセス中に発生する内部応力を除去し、製品の耐薬品性 (特に耐溶剤性) と寸法安定性を大幅に向上させ、将来の応力亀裂を防止します。
プロセス: 製品を循環空気オーブンに置き、70 ~ 80°C (熱変形温度より 10 ~ 20°C 下) までゆっくり加熱し、その温度で 2 ~ 4 時間保持し、その後ゆっくりと室温まで冷却します。急速な加熱と冷却により、新たな応力が発生します。
表面処理 (オプション):
研磨:表面に軽微な傷や湯口跡がある製品を研磨し、鏡面仕上げに戻します。
ハードコート:表面の耐傷性を向上させるためにスプレー硬化が行われる場合があります。
完全な検査と梱包
外観検査:逆光検査灯の下で全数検査を行い、銀筋、気泡、黒点、キズ、ヒケ、溶接跡、不純物などの欠陥がないかを入念に検査します。
寸法検査: ノギス、プロジェクター、その他のツールを使用して重要な寸法を検査します。
性能検査:光線透過率やヘイズなどの検査。
梱包: 傷がつかないように、柔らかい素材 (PE 袋、フォームパッド、紙の中間層など) を使用して品物を個別に隔離し、梱包します。オペレーターは手袋を着用する必要があります。
当社は高品質のpmma射出成形品製造を提供するpmma射出成形品メーカーです。 pmma射出成形製品のカスタマイズ/開発をご希望であれば、当社を見つけることができます。当社は専門的な射出成形金型設計と成熟した製造技術を備えており、製品設計、金型製作、製品生産、製品梱包、製品輸送までのワンストップサービスを提供し、あらゆる段階でお手伝いします。当社に来ていただく限り、製品の品質、生産時間、情報対話などの面で満足していただける究極のサービスを提供します。
|
製品名 |
トレッドミル成形 |
|
提供してください |
2D、3D、サンプル、またはサイズ マルチアングルの写真は |
|
成形時間 |
20~35日 |
|
製品時間 |
7~15日 |
|
金型精度 |
+/-0.01mm |
|
金型の寿命 |
5,000~1億ショット |
|
製造工程 |
図面の監査 - モールドフロー解析 - 設計検証 - カスタムマテリアル - 金型加工 - 中子加工 - 電極加工 - ランナーシステム 加工 - 部品加工・調達 - 加工受入 - キャビティ 表面処理工程 - 複合モード 金型 - 全体 金型表面コーティング - 取付板 - 金型サンプル - サンプルテスト - 送付 サンプル |
|
金型キャビティ |
1 つのキャビティ、複数のキャビティ、または同じ 異なる製品を一緒に作ることができる |
|
金型材質 |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
ランナーシステム |
ホットランナーとコールドランナー |
|
基材 |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
仕上げる |
言葉通り、鏡面仕上げ、 マットな表面、脈理 |
|
標準 |
HASCO、DME、または依存 |
|
主要技術 |
フライス加工、研削、CNC、EDM、ワイヤー 切断、彫刻、放電加工、旋盤、表面仕上げなど |
|
ソフトウェア |
CAD、PRO-E、UG 設計時間: 1 ~ 3 日 (通常の状況) |
|
製品材質 |
ABS、PP、PC、PA6、PA66、TPU、POM、PBT、PVC、ヒップ、PMMA、TPE、PC/ABS、TPV、TPO、TPR、EVA、HDPE、LDPE、CPVC、PVDF、PPSU.PPS。 |
|
品質システム |
ISO9001:2008 |
|
時間を確立する |
20日間 |
|
装置 |
CNC、EDM、突っ切り 機械、プラスチック機械などのプラスチックスーツケース金型浙江 |


プラスチック射出成形金型の製作

プラスチック成型仕様

金型設計:



取引プロセス:

金型試験:


製品の梱包

工場
私たちはカスタムプラスチック金型工場です。私たちの工場はプラスチック射出成形金型メーカーです。私たちはプロのカスタムプラスチック金型で17年の経験と10年の外国貿易の経験があります。当社はカスタムプラスチック金型のサプライヤーです。カスタムプラスチック金型サービスを提供できます。当社の工場では射出成形プラスチック部品の製造が可能であり、製品の品質はお客様にご満足いただけます。
当社には 50 台以上のハイエンドマシンと数百人のエンジニアとデザイナーがいます。製品設計~金型製作~製品生産~製品梱包~輸送までワンストップで対応致します。当社には完全な生産チェーンがあります。あらゆるご要望にお応えいたします。
当社が提供するサービス:
プロフェッショナルなカスタム金型サービス、プラスチック金型の設計と製造。プラスチック製品の生産、製品設計、金型設計、ブロー金型のカスタマイズ、回転金型のカスタマイズ、ダイカスト金型のカスタマイズ。 3D プリンティング サービス、CNC 製造サービス、製品パッケージ、カスタマイズされたパッケージ、出荷サービス。










私たちは常に品質第一、時間第一の原則を遵守します。お客様に最高品質の製品を提供するとともに、生産効率の最大化と生産時間の短縮に努めます。当社は創業以来一度も顧客を失ったことがないことをすべてのお客様に誇りに思っております。製品に問題がある場合は、積極的に解決策を模索し、最後まで責任を負います。

よくある質問
Q1: 商社ですか、それともメーカーですか?
A: 私たちはメーカーです。
Q2.見積もりはいつ入手できますか?
A: 通常、お問い合わせをいただいてから2日以内にお見積りをさせていただきます。
非常にお急ぎの場合は、まずお見積りをさせていただきますので、お電話いただくかメールでお知らせください。
Q3.金型の納期はどれくらいですか?
A: すべては製品のサイズと複雑さによって異なります。通常、リードタイムは25日です。
Q4. 3D 図面がないのですが、新しいプロジェクトをどのように始めればよいですか?
A: 成形サンプルを提供していただければ、3D 図面デザインの完成をお手伝いします。
Q5.出荷前に製品の品質を確認するにはどうすればよいですか?
A:あなたが私たちの工場に来ず、検査のための第三者もいない場合、私たちはあなたの検査労働者として働きます。
プロセスレポート、製品のサイズ構造と表面の詳細、梱包の詳細など、生産プロセスの詳細をビデオで提供します。
Q6.支払い条件は何ですか?
A: 金型の支払い: 事前に T/T によって 40% のデポジット、最初の試用サンプルを送信する前に 30% の 2 番目の金型の支払い、最終サンプルに同意した後の 30% の金型残高。
B: 生産支払い: 50% のデポジットは事前に、最終商品を発送する前に 50% を支払います。
Q7: 私たちのビジネスを長期的かつ良好な関係にするにはどうすればよいですか?
A:1.当社は、お客様に最高品質の製品を提供できるよう、優れた品質と競争力のある価格を維持しています。
2. 私たちは、すべての顧客を友人として尊重し、どこから来たとしても、誠実に取引し、友人となります。
ホットタグ: カスタム ABS プラスチック射出成形金型、中国、メーカー、サプライヤー、工場、カスタマイズ、卸売、購入、品質、最新の販売、中国製








