











PMMA射出成形
Ningbo(P&M)Plastic Metal Products Co.、Ltd。には、17年間のカビ製造技術があり、PMMA射出成形をカスタマイズできます。私たちは専門のカスタマイズされたPMMA射出成形サービスを提供しており、私たちはプロのPMMA射出成形メーカーです。製品の原材料と金型材料を選択するのに十分な経験があります。 PMMA射出成形をカスタマイズする過程で、当社の工場はワンストップサービスを提供できます。 CADデザイン、カビ製造、射出成形、プラスチック製品の生産、アセンブリ、その他の技術など、PMMA射出成形に関連する設計と生産機能があります。
お問い合わせを送信
製品説明
さらに、当社は、原材料の供給と印刷品質の供給を確保するために、プラスチック製の原材料サプライヤー、印刷メーカーなどとの協力関係を確立しています。当社の豊富な経験と完璧なサプライチェーンを通じて、当社は顧客に高品質のカスタマイズされたPMMA射出成形製品を提供して、特定のニーズを満たすことができます。同時に、私たちは10年間の専門的な外国貿易サービスの経験を持ち、外国貿易プロセスを理解し、お客様に適しています。 PMMA射出成形製品の場合、対応するプラスチック部品を作成できます。これは、主に射出型を使用して行われます。




PMMA(一般的にアクリルまたはプレキシガラスとして知られているメタクリレートポリメチル)の射出成形を包括的かつ詳細に見てみましょう。
PMMAは、その並外れた光学的透明度、高い表面硬度、優れた気象抵抗、良好な耐薬品性で有名です。これにより、光レンズ、ライトガイド、自動車テールライト、インストルメントパネルカバー、ディスプレイハウジング、化粧品容器など、高い透明性と美学を必要とするアプリケーションで非常に人気があります。
射出成形プロセスには、非常に高い精度と清潔さが必要です。透明な最終製品では、過失が明確に明らかになります。
PMMA射出成形プロセスの詳細な説明
フェーズ1:前展開準備(クリティカル)
これは、PMMA射出成形の成功における最も重要なステップです。適切な準備がなければ、その後のすべての努力は無駄になります。
原材料の選択と前処理(クリティカル!クリティカル!クリティカル!)
材料の選択:製品の要件に基づいて、注入グレードのPMMA顆粒を選択します。一般的なグレードには、ChimeiのCM-205およびCM-211、およびMitsubishiのVRシリーズが含まれます。 UV抵抗、骨stat抗特性、高流量特性など、さまざまな修正仕様が利用可能になる場合があります。
乾燥と除湿:PMMAは非常に吸湿性材料であるため、これは非常に真剣に受け止めなければなりません。
なぜ乾燥が必要なのですか? PMMA顆粒は、貯蔵および輸送中に空気から水分を吸収します。湿気を含むこれらの顆粒がカビに直接注入されると、水分が高温で蒸発し、消えない銀の縞(銀の縞)、泡、雲のようなヘイズをもたらします。これはまた、ポリマーの加水分解を引き起こし、分子量の減少、脆性、および機械的特性の急激な劣化をもたらす可能性があります。
乾燥プロセス:除湿ドライヤーを使用する必要があります(従来の熱気乾燥機は効果がありません)。少なくとも2〜4時間、80〜90°Cで継続的に乾燥します。乾燥顆粒の水分含有量は0.03%未満でなければなりません(理想的には<0.02%)。
注:乾燥顆粒は、空気にさらされるとすぐに水分を取り戻します。したがって、乾燥ホッパーは、射出成形機の入口に直接接続し、しっかりと閉じたままにしておく必要があります。マシンが30分以上ダウンしている場合、ホッパーは再乾燥する必要がある場合があります。
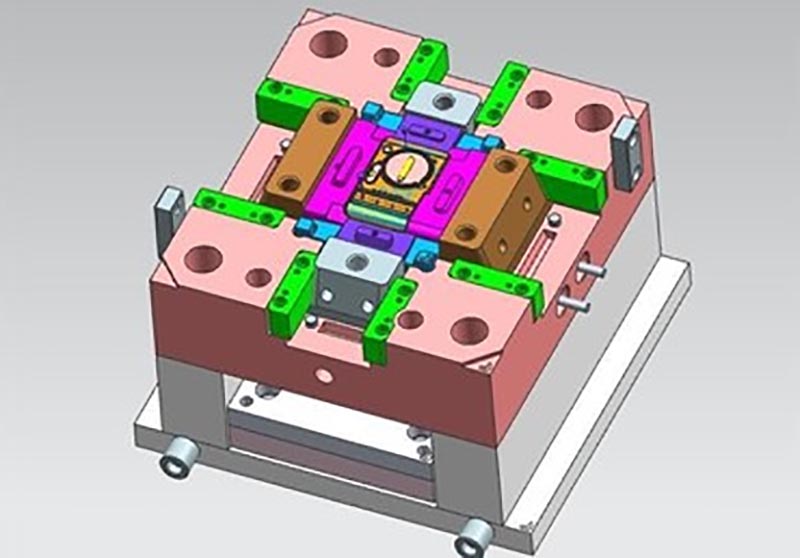
カビの準備
金型の設計:空洞表面は鏡を刻む必要があります(#10000以上のダイヤモンドペーストポリッシュ)。部分的な傷は部分表面に複製されます。ランナーとゲートは滑らかで、停滞ポイントがなく、溶接マークを最小限に抑える必要があります。
カビの洗浄:金型を閉じる前に、キャビティをほこりのない布、高純度のアルコール、または専用の金型クリーナーで完全に拭く必要があります。以前のカビからのほこり、油、水分、または残留物の痕跡は、致命的な欠陥を引き起こす可能性があります。
カビの温度コントローラー(カビの温度制御):最適な温度(通常60〜80°C)でカビを予熱して維持する準備ができています。
フェーズ2:射出成形サイクル(細かいコントロール)
プロセスパラメーターは、「穏やかで均一」の原則に基づいて設定され、物質的な分解またはストレスを引き起こす可能性のある厳しい操作を回避します。
1。金型の閉鎖
カビは高圧の下でロックされています。
2。注射と保持圧力
バレル温度:PMMAの加工温度範囲は狭く、通常は210〜270°Cの間に設定されています。
温度が低すぎる:溶融物の流動性が低いため、不完全な充填、表面の流れ、および顕著な溶接ラインが生じます。
温度が高すぎる(280°Cを超える):材料は、分解し、黄変、泡、および黒い斑点が発生する可能性があります。
噴射速度:中から低噴射速度をお勧めします。
噴射速度が高いと、ハイせん断応力が容易になり、せん断の過熱、局所的な材料分解(黒い斑点の生成)、およびガスの融合につながる可能性があります。
噴射速度が遅くなると、脱ガスが容易になり、泡や銀の縞が減少しますが、溶接ラインがより顕著になる可能性もあります。バランスを見つけることは、製品構造に依存します。通常、マルチステージの射出成形が使用され、厚い壁の充填速度が遅いため、薄壁の脱気速度と速い噴射速度が促進されます。
保持圧力:中から低い保持圧力と短い保持時間を使用します。過度に高い保持圧力と長い保持時間は、重大な内部応力を生成する可能性があり、その後の使用中に製品のストレス亀裂を受けやすくなります。圧力を保持する主な目的は、製品をコンパクトするのではなく、収縮を補うことです。
3。冷却
カビの温度:これは重要であり、一般に60〜80°Cの間に維持する必要があります。
カビの温度が低すぎると、冷たいカビの壁と接触すると溶けが急速に冷却され、分子鎖が「凍結」します。これにより、流れが不十分で、溶接ラインが弱く、製品の内部ストレスが非常に高くなります。
カビの温度が高すぎると、冷却時間が長く、生産効率が低く、カビの粘着性が発生する可能性があります。
冷却時間:排出中の変形を防ぐために、製品が完全に冷却され、形成されていることを確認してください。
4。カビの開口部と排出
PMMAは、表面の硬度が高い脆性材料です。排出システムはバランスが取れて均一でなければなりません。
鋭いエジェクターピンの使用は避けてください。白い斑点、亀裂、および明らかな排出マークを防ぐために、大型エリアのエジェクター(ストリッパー)、プッシュブロック、またはガス支援排出排出を使用することをお勧めします。
ステージ3:後処理と検査
ゲートの取り外し:ゲートとランナーを慎重に切り取るかパンチします。トリミングされた領域は、透明性と美学を回復するために粉砕して磨かれている必要があります。
アニーリング(ストレス緩和 - 強くお勧め)
目的:射出成形プロセス中に生成される内部応力を排除し、製品の耐薬品性(特に溶媒耐性)と寸法の安定性を大幅に改善し、将来のストレス亀裂を防ぎます。
プロセス:製品を循環エアオーブンに入れ、ゆっくりと70〜80°C(熱歪み温度より10〜20°C未満)に加熱し、2〜4時間保持し、ゆっくりと室温に冷却します。迅速な加熱と冷却により、新しいストレスが発生します。
表面処理(オプション):
研磨:マイナーな表面の傷やスプルーマークを備えた製品は、鏡仕上げを復元するために研磨されています。
ハードコーティング:表面のスクラッチ抵抗を改善するために、スプレー硬化が行われることがあります。
完全な検査とパッケージング
外観検査:100%の検査は、バックライト付き検査ライトの下で実施され、銀の縞、泡、黒い斑点、傷、収縮、溶接マーク、不純物などの欠陥を注意深く確認します。
寸法検査:キャリパー、プロジェクター、その他のツールを使用して、重要な寸法を検査します。
パフォーマンス検査:光透過率やヘイズなどのテスト。
パッケージング:柔らかい材料(PEバッグ、フォームパッド、紙の中間層など)を使用して個別に分離およびパッケージアイテムを使用して、引っ掻きを防ぎます。オペレーターは手袋を着用する必要があります。
私たちはPMMA射出成形メーカーであり、高品質のPMMA射出成形製造を提供しています。 PMMA射出成形製品をカスタマイズ/開発したい限り、私たちを見つけることができます。プロフェッショナルな射出金型の設計と成熟した製造技術があり、製品の設計モールドメイキングプロダクトプロダクトパッケージ製品輸送から、ワンストップサービスを提供しています。あらゆるリンクでお手伝いできます。あなたが私たちのところに来る限り、私たちはあなたに究極のサービスを提供し、製品の品質、生産時間、情報の対話などの観点からあなたを満足させます。
|
製品名 |
トレッドミルモールディング |
|
plsは提供します |
2d、3d、サンプル、またはサイズ マルチアングル写真 |
|
カビの時間 |
20〜35日 |
|
製品時間 |
7〜15日 |
|
カビの精度 |
+/- 0.01mm |
|
カビの生命 |
50〜1億ショット |
|
プロセスプロセス |
監査図面 - カビの流れ分析 - 設計検証 - カスタム材料 - 金型処理 - コア処理 - 電極加工 - ランナーシステム 処理 - 部品処理と調達 - 機械加工受容 - キャビティ 表面処理プロセス - 複雑なモードダイ - 全体 カビの表面コーティング - 取り付けプレート - 金型サンプル - サンプルテスト - 送信 サンプル |
|
カビの空洞 |
1つの空洞、多能力または同じ さまざまな製品を一緒に作成します |
|
カビ材料 |
P20,2738,2344,718、S136,8407、NAK80、SKD61、H13 |
|
ランナーシステム |
ホットランナーとコールドランナー |
|
基本材料 |
P20,2738,2344,718、S136,8407、NAK80、SKD61、H13 |
|
仕上げる |
単語をピット、ミラー仕上げ、 マット表面、線条 |
|
標準 |
Hasco、DME、または依存 |
|
メインテクノロジー |
ミリング、研削、CNC、EDM、ワイヤー 切断、彫刻、EDM、旋盤、表面仕上げなど。 |
|
ソフトウェア |
CAD、Pro-E、UG設計時間:1〜3日 (通常の状況) |
|
製品材料 |
ABS、PP、PC、PA6、PA66、TPU、POM、PBT、PVC、HIPS、PMMA、TPE、PC/ABS、TPV、TPO、TPR、EVA、HDPE、LDPE、CPVC、PVDF、PPSU.PPS。 |
|
品質システム |
ISO9001:2008 |
|
時間を確立します |
20日 |
|
装置 |
CNC、EDM、切断 機械、プラスチック機械など、プラスチックスーツケースカビZhe Jiang |


プラスチック射出型メイキング

プラスチック製の成形仕様

カビのデザイン:



トランザクションプロセス:

金型テスト:


製品パッケージ

工場
私たちはカスタムプラスチック型工場です。私たちの工場はプラスチック射出金型メーカーです。私たちは、プロのカスタムプラスチック型と10年間の外国貿易経験で17年の経験があります。私たちはカスタムプラスチック型のサプライヤーです。カスタムプラスチックカビサービスを提供できます。私たちの工場は、射出成形プラスチック部品を作ることができ、製品の品質があなたを満足させます。
50を超えるハイエンドマシンと数百人のエンジニアとデザイナーがあります。製品設計 - 金型制作 - 製品生産 - 製品パッケージ - 輸送から、ワンストップサービスを提供できます。完全な生産チェーンがあります。私たちはあなたのすべての要件を満たすことができます。
私たちが提供するサービス:
プロのカスタム金型サービス、プラスチック金型の設計と製造。プラスチック製品の生産、製品設計、金型デザイン、ブロー型カスタマイズ、回転型カスタマイズ、ダイキャスティングカビのカスタマイズ。 3D印刷サービス、CNC製造サービス、製品パッケージ、カスタマイズされたパッケージング、配送サービス。










私たちは常に、最初と時刻の品質の原則を順守しています。顧客に最高品質の製品を提供しながら、生産効率を最大化し、生産時間を短縮するようにしてください。私たちは、すべての顧客に、当社が設立以来顧客を失っていないことを伝えることを誇りに思っています。製品に問題がある場合、私たちは積極的に解決策を求め、最後まで責任を負います。

よくある質問
Q1:会社またはメーカーを取引していますか?
A:私たちはメーカーです。
Q2。いつ見積もりを入手できますか?
A:私たちは通常、お問い合わせを受けてから2日以内に引用します。
あなたが非常に緊急である場合は、最初にあなたのために引用できるように、私たちに電話するか、あなたのメールで私たちに教えてください。
Q3。金型のリードタイムはどのくらいですか?
A:それはすべて、製品のサイズと複雑さに依存します。通常、リードタイムは25日です。
Q4。 3D描画はありませんが、どのようにして新しいプロジェクトを開始する必要がありますか?
A:成形サンプルを提供できます。3Dドローイングデザインを完了するのに役立ちます。
Q5。出荷前、製品の品質を確認する方法は?
A:私たちの工場に来ず、検査のための第三者も持っていない場合は、検査労働者となります。
プロセスプロセスの詳細など、プロセスレポート、製品サイズの構造と表面の詳細、梱包の詳細などのビデオを提供します。
Q6。あなたの支払い条件は何ですか?
A:金型の支払い:T/Tによる40%のデポジットは、最終サンプルに同意した後、最初の試行サンプル、30%の金型バランスを送信する前に30%の金型支払いを行います。
B:生産支払い:最終商品を送る前に、50%の預金、50%、50%。
Q7:どのようにして私たちのビジネスを長期的かつ良好な関係にしますか?
A:1。お客様が最高品質の製品に利益をもたらすことを保証するために、高品質と競争力のある価格を維持しています。
2。私たちはすべての顧客を友人として尊重し、彼らがどこから来たとしても、心からビジネスをし、彼らと友達を作ります。
ホットタグ: PMMA射出成形、中国、メーカー、サプライヤー、工場、カスタマイズ、卸売、購入、品質、最新販売、中国製の最新販売








