








成形噴射ナイロンブッシュ
Ningbo(P&M)Plastic Metal Products Co.、Ltd。には、17年間のカビ製造技術があり、成形噴射ナイロンブッシュをカスタマイズできます。プロのカスタマイズされた成形注入ナイロンブッシュサービスを提供しています。私たちはプロの成形噴射ナイロンブッシュメーカーです。製品の原材料と金型材料を選択するのに十分な経験があります。成形インジェクションのナイロンブッシュをカスタマイズする過程で、当社の工場はワンストップサービスを提供できます。 CADデザイン、カビ製造、射出成形、プラスチック製品の生産、アセンブリ、その他の技術など、成形噴射ナイロンブッシュに関連する設計と生産機能があります。
お問い合わせを送信
製品説明
さらに、当社は、原材料の供給と印刷品質の供給を確保するために、プラスチック製の原材料サプライヤー、印刷メーカーなどとの協力関係を確立しています。当社の豊富な体験と完璧なサプライチェーンを通じて、当社は顧客に高品質のカスタマイズされた成形注入ナイロンブッシュ製品を提供して、特定のニーズを満たすことができます。同時に、私たちは10年間の専門的な外国貿易サービスの経験を持ち、外国貿易プロセスを理解し、お客様に適しています。噴射用ナイロンブッシュ製品を成形するために、主に射出型を通じて行われる対応するプラスチック部品を作ることができます。

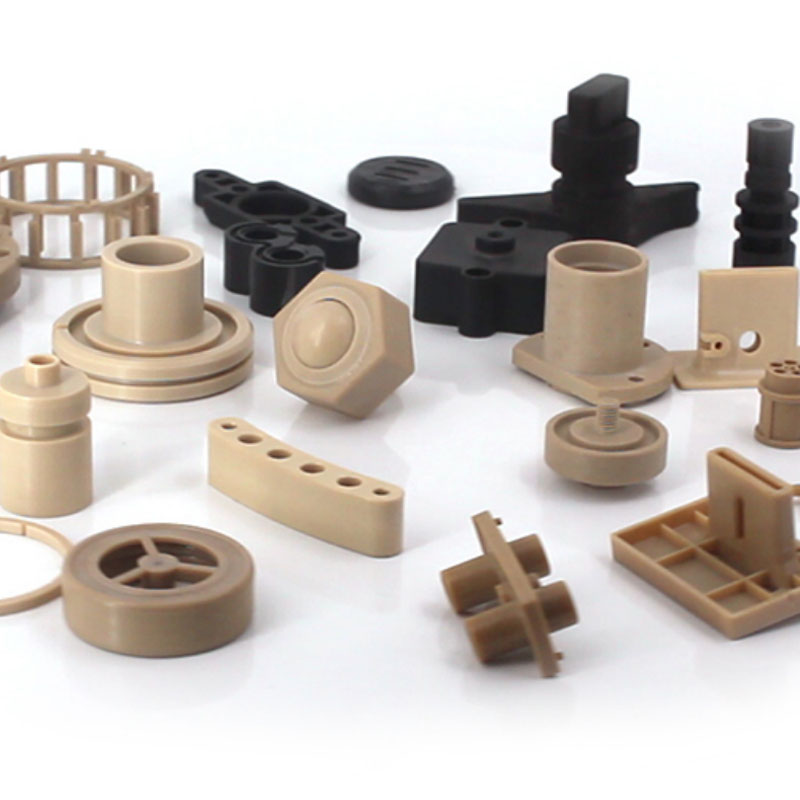

ナイロン(ペンシルベニア州ポリアミド)は、非常に一般的に使用されるエンジニアリングプラスチックです。その優れた耐摩耗性、高い機械的強度、良好な自己潤滑、および耐薬品性により、ブッシング、ギア、ベアリングなどの耐摩耗性の部品を製造するのに理想的な材料になります。ただし、射出成形プロセスには独自の要件があります。
プロセス全体は、前展開の準備、射出成形、および成長後の処理の3つの段階に分かれています。各段階では、ナイロンの特性に合わせた特殊な治療が必要です。
ステージ1:プレモールディングの準備 - コアは「水分予防」です
これは、ナイロン射出成形の成功における最も重要なステップであり、鍵は原材料を徹底的に乾燥させることにあります。
原材料の選択と前処理:
材料の選択:PA6、PA66(最も一般的に使用)、PA46(高温耐性)、または強化されたナイロンなど、ブッシングの動作条件(荷重、速度、温度など)に基づいて適切なナイロングレードを選択します(強度と熱耐性のためにガラス繊維GFを追加したものなど)。
乾燥と除湿:これは必要なステップです!
理由:ナイロンは非常に吸湿性のある素材です。空気から水分を吸収します。水分を含むペレットがカビに直接注入されると、水分が高温で蒸発し、製品の表面に泡と銀の縞が発生します。これにより、ポリマーの加水分解が引き起こされ、分子量が減少し、製品の機械的強度と靭性に深刻な影響を与えます。
処理:乾燥は通常、80〜100°Cで4〜6時間、強制空気オーブンまたは除湿機で行われます。特定の要求の多い製品には、120°Cが必要になる場合があります。材料層の厚さは30mmを超えてはなりません。
要件:乾燥後、ペレットをすぐにまたは一時的に使用して、断熱ホッパー(約90°C)に保管して、水分の再吸収を防ぐ必要があります。ペレットが30分以上空気にさらされる場合は、再乾燥をお勧めします。
カビの準備:
金型を設計するときは、高い収縮(通常は0.8%-2.0%、補強性グレードがはるかに少ない)とナイロンの異方性を完全に考慮する必要があり、空洞の寸法を正確に計算する必要があります。
ブッシングは通常円筒形であるため、金型は通常、3プレートの金型またはホットランナーを使用して、ポイントゲーティング、最小限のスプルー材料、および簡単な除去を確保します。
ランナーとゲートの設計は、滑らかな詰め物を確保し、物質的な劣化を引き起こす可能性のある過度のせん断を避ける必要があります。
カビの冷却システムは、製品寸法の安定性を確保するために均一で効率的でなければなりません。
フェーズII:射出成形プロセス - コアは「温度制御」と「給餌」です。
カビの閉鎖とクランプ:従来の射出成形に似ています。
注射と保持圧力:
バレル温度:ナイロンの融点は比較的高く、バレル温度は通常240〜290°Cの間に設定されています。特定の温度は、ナイロンタイプ(PA66はPA6よりも10〜20°C高く)に依存します。過度に高い温度が分解につながる可能性がありますが、過度に低い温度が低い可塑化をもたらす可能性があります。
カビの温度:金型温度コントローラーを使用して、通常は60〜90°Cの間の金型温度を制御することをお勧めします。
理由:カビの温度が高くなる可能性があります。
部品の内部ストレスを軽減し、プロセスの後半で変形を防ぎます。
メルトの流れを改善し、アンダーフィルとコールドマークを防ぎます。
結晶化を促進し、より良い機械的特性をもたらします。
厚い部分と薄い部分の間のインターフェースでの収縮マークを減らします。
噴射速度:中程度から高速噴射が望ましい。ナイロンには明確な融点があり、迅速に固化するため、高速注射により、薄壁の充填領域が充填されます。
プレッシャーと時間を保持する:
保持圧力は高すぎて、一般に注射圧力の60〜80%であってはなりません。
保持時間は、結晶化の収縮によりナイロンの体積収縮を補うのに十分な長さでなければなりません。ただし、過度の保持時間は内部ストレスを増加させます。
冷却と設定:ナイロンの結晶化プロセスは熱を放出するため、製品が完全に設定されていることを確認するのに十分な冷却時間が必要です。冷却時間は壁の厚さに依存します。
カビの開口部と排出:冷却後、ナイロンブッシングには強いクランプ力があり、十分なドラフト角度と滑らかなカビの壁が必要です(必要に応じて放出剤を使用します)。ホワイトニングや変形を防ぐために、排出システムはバランスが取れて均一でなければなりません。
フェーズ3:移動後処理 - コアは「湿度調整」と「安定化」です。
ゲートトリートメント:製品はロボットまたは手動で除去され、ゲートがトリミングされます。
湿度コンディショニング:
目的:これは、ナイロン製品に固有の治療後のプロセスです。
内部ストレスを緩和します:寸法の安定性と靭性を改善し、脆性亀裂を防ぎます。
最適なパフォーマンスを達成する:ナイロンが一定量の水を吸収した後、その靭性と衝撃強度はピークに達します(ただし、剛性と硬さはわずかに減少します)。
方法:製品を一定期間お湯(80〜100°C)に浸すか、一定期間沸騰したお湯で「調理」します(沸騰治療)。治療時間は、製品の壁の厚さによって異なり、数時間から10時間以上の範囲です。
検査:
寸法検査:重要な検査には、内径、外径、丸みを確認して、許容範囲の順守を確保することが含まれます。
外観検査:泡、銀の縞、燃焼マーク、収縮などの欠陥を確認してください。
パフォーマンステスト:サンプルは、耐摩耗性と強度についてテストされています。
私たちは成形噴射ナイロンブッシュメーカーであり、高品質の成形注入ナイロンブッシュ製造を提供しています。成形噴射ナイロンブッシュ製品をカスタマイズ/開発したい限り、あなたは私たちを見つけることができます。プロフェッショナルな射出金型の設計と成熟した製造技術があり、製品の設計モールドメイキングプロダクトプロダクトパッケージ製品輸送から、ワンストップサービスを提供しています。あらゆるリンクでお手伝いできます。あなたが私たちのところに来る限り、私たちはあなたに究極のサービスを提供し、製品の品質、生産時間、情報の対話などの観点からあなたを満足させます。
|
製品名 |
トレッドミルモールディング |
|
plsは提供します |
2d、3d、サンプル、またはのサイズ マルチアングル写真 |
|
カビの時間 |
20〜35日 |
|
製品時間 |
7〜15日 |
|
カビの精度 |
+/- 0.01mm |
|
カビの生命 |
50〜1億ショット |
|
プロセスプロセス |
監査図面 - カビの流れ分析 - 設計検証 - カスタム材料 - 金型処理 - コア処理 - 電極加工 - ランナーシステム 処理 - 部品処理と調達 - 機械加工受容 - キャビティ 表面処理プロセス - 複雑なモードダイ - 全体 カビの表面コーティング - 取り付けプレート - 金型サンプル - サンプルテスト - 送信 サンプル |
|
カビの空洞 |
1つの空洞、多能力または同じ さまざまな製品を一緒に作成します |
|
カビ材料 |
P20,2738,2344,718、S136,8407、NAK80、SKD61、H13 |
|
ランナーシステム |
ホットランナーとコールドランナー |
|
基本材料 |
P20,2738,2344,718、S136,8407、NAK80、SKD61、H13 |
|
仕上げる |
単語をピット、ミラー仕上げ、 マット表面、線条 |
|
標準 |
Hasco、DME、または依存 |
|
メインテクノロジー |
ミリング、研削、CNC、EDM、ワイヤー 切断、彫刻、EDM、旋盤、表面仕上げなど。 |
|
ソフトウェア |
CAD、Pro-E、UG設計時間:1〜3日 (通常の状況) |
|
製品材料 |
ABS、PP、PC、PA6、PA66、TPU、POM、PBT、PVC、HIPS、PMMA、TPE、PC/ABS、TPV、TPO、TPR、EVA、HDPE、LDPE、CPVC、PVDF、PPSU.PPS。 |
|
品質システム |
ISO9001:2008 |
|
時間を確立します |
20日 |
|
装置 |
CNC、EDM、切断 機械、プラスチック機械など、プラスチックスーツケースカビZhe Jiang |


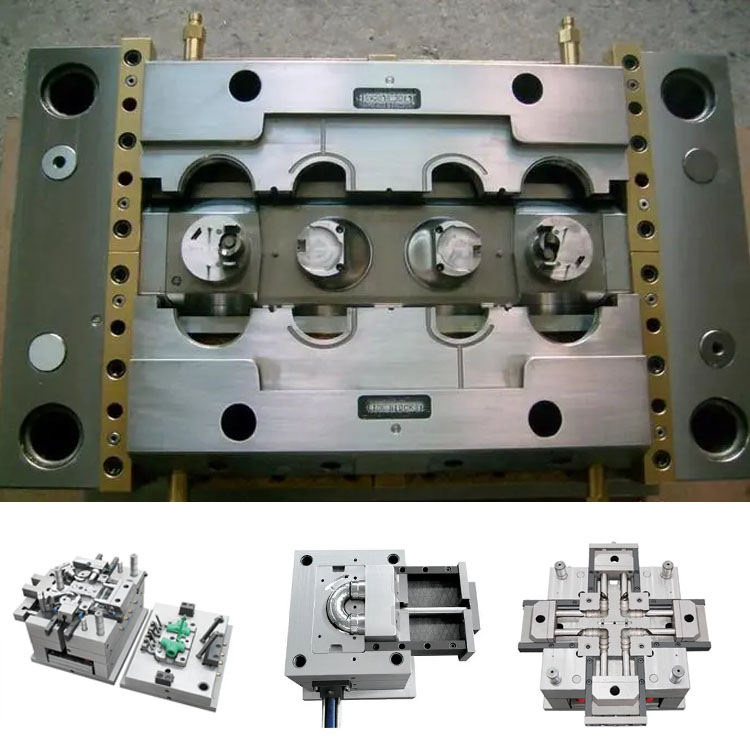
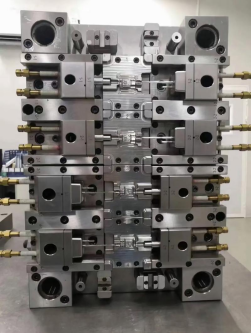
プラスチック射出型メイキング

プラスチック製の成形仕様

カビのデザイン:



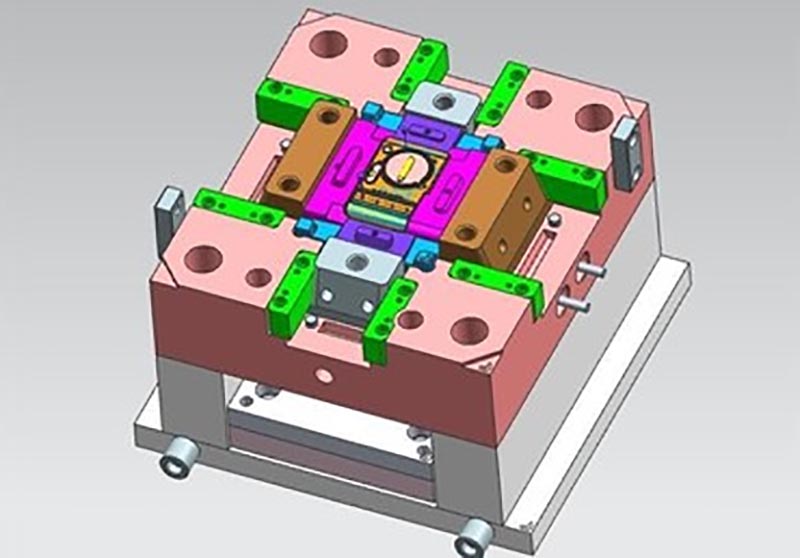
トランザクションプロセス:

金型テスト:


製品パッケージ

工場
私たちはカスタムプラスチック型工場です。私たちの工場はプラスチック射出金型メーカーです。私たちは、プロのカスタムプラスチック型と10年間の外国貿易経験で17年の経験があります。私たちはカスタムプラスチック型のサプライヤーです。カスタムプラスチックカビサービスを提供できます。私たちの工場は、射出成形プラスチック部品を作ることができ、製品の品質があなたを満足させます。
50を超えるハイエンドマシンと数百人のエンジニアとデザイナーがあります。製品設計 - 金型制作 - 製品生産 - 製品パッケージ - 輸送から、ワンストップサービスを提供できます。完全な生産チェーンがあります。私たちはあなたのすべての要件を満たすことができます。
私たちが提供するサービス:
プロのカスタム金型サービス、プラスチック金型の設計と製造。プラスチック製品の生産、製品設計、金型デザイン、ブロー型カスタマイズ、回転型カスタマイズ、ダイキャスティングカビのカスタマイズ。 3D印刷サービス、CNC製造サービス、製品パッケージ、カスタマイズされたパッケージング、配送サービス。










私たちは常に、最初と時刻の品質の原則を順守しています。顧客に最高品質の製品を提供しながら、生産効率を最大化し、生産時間を短縮するようにしてください。私たちは、すべての顧客に、当社が設立以来顧客を失っていないことを伝えることを誇りに思っています。製品に問題がある場合、私たちは積極的に解決策を求め、最後まで責任を負います。

よくある質問
Q1:会社またはメーカーを取引していますか?
A:私たちはメーカーです。
Q2。いつ見積もりを入手できますか?
A:私たちは通常、お問い合わせを受けてから2日以内に引用します。
あなたが非常に緊急である場合は、最初にあなたのために引用できるように、私たちに電話するか、あなたのメールで私たちに教えてください。
Q3。金型のリードタイムはどのくらいですか?
A:それはすべて、製品のサイズと複雑さに依存します。通常、リードタイムは25日です。
Q4。 3D描画はありませんが、どのようにして新しいプロジェクトを開始する必要がありますか?
A:成形サンプルを提供できます。3Dドローイングデザインを完了するのに役立ちます。
Q5。出荷前、製品の品質を確認する方法は?
A:私たちの工場に来ず、検査のための第三者も持っていない場合は、検査労働者となります。
プロセスプロセスの詳細など、プロセスレポート、製品サイズの構造と表面の詳細、梱包の詳細などのビデオを提供します。
Q6。あなたの支払い条件は何ですか?
A:金型の支払い:T/Tによる40%のデポジットは、最終サンプルに同意した後、最初の試行サンプル、30%の金型バランスを送信する前に30%の金型支払いを行います。
B:生産支払い:最終商品を送る前に、50%の預金、50%、50%。
Q7:どのようにして私たちのビジネスを長期的かつ良好な関係にしますか?
A:1。お客様が最高品質の製品に利益をもたらすことを保証するために、高品質と競争力のある価格を維持しています。
2。私たちはすべての顧客を友人として尊重し、彼らがどこから来たとしても、心からビジネスをし、彼らと友達を作ります。
ホットタグ: 中国の成形噴射ナイロンブッシュ、メーカー、サプライヤー、工場、カスタマイズ、卸売、購入、品質、最新販売、中国製の販売








