










プラスチック自動車部品のカスタム成形をカスタマイズします。
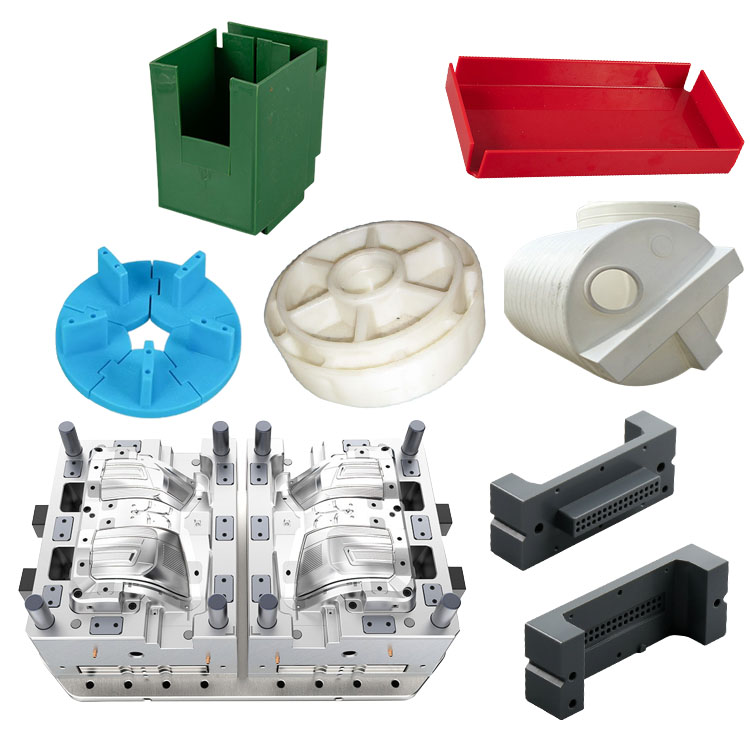
寧波 (P&M) プラスチック金属製品有限公司は 17 年の金型製造技術を持ち、プラスチック自動車部品のカスタム成形をカスタマイズできます。当社はプロのカスタマイズされたプラスチック自動車部品のカスタム成形サービスを提供しており、プロのプラスチック自動車部品のカスタム成形メーカーです。製品の原材料や金型材料の選定には十分な経験があります。プラスチック自動車部品のカスタム成形をカスタマイズする過程で、私たちの工場はワンストップサービスを提供できます。当社は、CAD設計、金型製造、射出成形、プラスチック製品の生産、組立、その他の技術など、プラスチック自動車部品のカスタム成形に関連する設計および生産能力を備えています。
お問い合わせを送信
製品説明
また、当社はプラスチック原料サプライヤー、印刷メーカー等と協力関係を築き、原料の供給と印刷品質の確保に努めております。当社は豊富な経験と完璧なサプライチェーンを通じて、お客様の特定のニーズを満たす高品質のカスタマイズされたプラスチック自動車部品カスタム成形製品をお客様に提供することができます。同時に、当社は10年間の専門的な外国貿易サービスの経験があり、外国貿易プロセスを理解し、お客様により良いサービスを提供します。プラスチック自動車部品のカスタム成形製品については、主に射出成形金型を使用して、対応するプラスチック部品を製造できます。



自動車用プラスチック部品のカスタム製造は、材料、構造設計、製造プロセス、性能特性、法規制順守、コスト管理を統合する包括的なシステム エンジニアリング分野を構成します。車両アセンブリとのシームレスな統合、安全性と耐久性、環境保護と健康基準、安定した量産という 4 つの中核目標を同時に満たす必要があります。次のセクションでは、材料の選択、構造設計、ツールとプロセス、性能の検証、環境コンプライアンス、大量納品という 6 つの主要な側面にわたるカスタマイズ ワークフロー全体の重要な要件を体系的に概説します。
I. 材料の選択: アプリケーションシナリオに基づく正確なマッチング - 性能とコストのバランス
自動車用樹脂部品は、外装部品、内装部品、機能構造部品の3つに大別されます。材料の選択は、個々のコンポーネントの耐用年数と車両の全体的な品質に直接影響します。
外装部品(バンパー、グリル、外装トリムパネル)
主な要件: 耐候性、耐衝撃性、極端な温度 (高温および低温) への耐性、飛び石耐性、および耐紫外線性。
共通材料: PP + EPDM + タルク (PP-T20/T30) - バンパーの主流の選択肢であり、低コストで優れた靭性を提供します。 PC/PMMA - グリルやランプカバーに使用され、高い光透過率と耐候性を備えています。 ASA - ABS に比べて優れた耐候性を備え、屋外に長時間暴露しても変色しません。
主要な性能指標: 熱たわみ温度 (HDT) ≥ 100°C。 -40℃から120℃までの熱サイクル後に亀裂は観察されません。 1,000 時間の UV エージング後、色差 (ΔE) ≤ 3。
内装部品(インパネ、ドアパネル、センターコンソール、アームレスト)
主な要件: 低臭気、低 VOC (揮発性有機化合物) 排出、難燃性、心地よい触感、耐傷性。
共通材料: PP + タルク - 構造フレームに使用され、高い剛性と低コストを実現します。 TPE/TPV - ソフトタッチのオーバーレイに使用され、優れた触感を実現します。 ABS/PC アロイ - センターコンソールパネルに使用され、高い光沢と耐傷性を備えています。 PU フォーム - プレミアム表面スキンに使用され、柔らかさと快適さを提供します。
重要な性能指標: 臭気評価 ≤ レベル 3 (VDA 270 による)。 VOC 排出量は GB/T 27630 規格に準拠。難燃性: UL94-HB 等級。耐スクラッチ性: 鉛筆硬度 ≥ 2H。
機能構造部品(バッテリーハウジング、インテークマニホールド、ブラケット、ギヤ)
主な要件: 高強度、高剛性、寸法安定性、耐疲労性、耐油性および耐薬品性、および高温耐性。共通材質: PA66+GF30 (エンジン周辺部品、引張強度 ≥ 150 MPa)、ガラス長繊維 PP (LGF-PP) (軽量構造部品)、POM (精密ギア、耐摩耗性)、PPO (シャーシアンダーボディシールド、耐石衝撃性)。
主な性能指標: 収縮率 ≤ 1.0%、熱たわみ温度 (HDT) ≥ 120°C、-40°C ~ 85°C の間で 1,000 回の熱サイクルを正常に完了、IP67 防水規格に準拠。
一般的な材料選択原則: 改良 PP (最高のコストパフォーマンス比を提供する) を優先します。重要なコンポーネントにはガラス繊維強化 PA または PC を選択します。美観/外装部品には ABS/PC 合金を選択します。自動車メーカーの材料仕様を厳密に遵守します。また、高 VOC または分解しやすい素材の使用は厳しく禁止されています。
II.構造設計: 射出成形プロセスに最適化され、アセンブリの完全性と構造強度を確保
自動車用プラスチック部品の構造設計では、量産の失敗や使用中の部品の故障などの問題を防ぐために、成形性、組立性、構造強度、軽量化の目標のバランスを取る必要があります。
壁厚設計: 公称壁厚を 2 ~ 4 mm に均一に維持します。局所的な厚い部分を 5 mm 以下に制限します。厚肉部の裏面に肉抜き(肉抜き)を施し肉厚を薄くし、補強リブ(リブ厚さ≦肉厚の70%、リブ高さ≦肉厚の3倍)を組み込むことでヒケ・ボイド・変形を防止します。
抜き勾配 (離型テーパ): 外側/目に見える表面には 1° 以上、内面には 0.5° 以上、深いキャビティやリブが多数ある部品には 1.5° ~ 2° 以上の最小抜き勾配を適用します。柔らかい TPE 材料の場合、抜き勾配を 0.3° に下げることができます。これらの対策により、「ピン押し跡」(吐出白化)や表面の引きずり跡が防止されます。
フィレットとトランジション: すべての外側のコーナー/エッジに ≥ 0.5 mm、内側のコーナーに ≥ 0.3 mm、スナップフィット フィーチャのベースに ≥ 1 mm の最小半径 (R) を適用します。これにより応力集中が解消され、クラックの発生が防止されます。
アセンブリ構造: 最大角度 ≤ 45° のスナップフィットバーブを設計します。 0.1 ~ 0.2 mm の嵌合クリアランスを維持します。最小保持力/引き抜き力は 50 N 以上を確保してください。ネジのボスをリブで補強し、ネジ穴の直径をネジの直径より 0.1 ~ 0.2 mm 大きくします。アセンブリの正確な位置合わせを確保するために、ピンと穴の位置決めに IT7 ~ IT8 の公差グレードを指定します。パーティング ラインとアンダーカット: パーティング サーフェスは最大断面で選択する必要があります。複雑なアンダーカットの場合は、角度の付いたイジェクターまたはスライダーを使用して、化粧面にパーティング ラインが現れるのを防ぎます。化粧品の場合はパーティングラインを隠し、バリを0.1mm以下に抑える必要があります。
軽量設計: 構造の完全性を確保しながら、肉厚の最適化、リブの組み込み、中空構造の利用により 10% ~ 20% の軽量化を達成し、それによって材料コストを削減します。
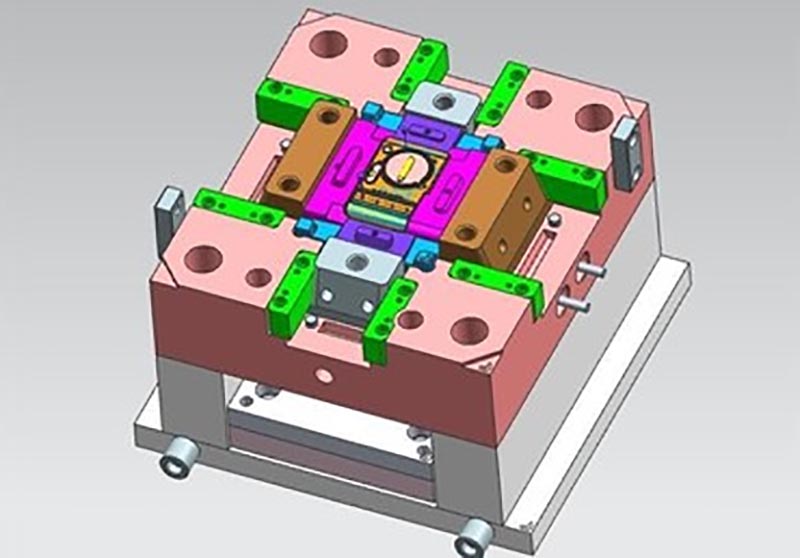
Ⅲ.金型・射出成形工程:安定した量産と寸法精度を確保
金型の要件
材質:量産金型の場合はプリハードン鋼(P20、718H)を使用。重要なコンポーネントには、硬化鋼 (S136) を使用してください。表面仕上げには、研磨、テクスチャリング、またはクロムメッキが含まれる場合があります。金型の期待寿命: ≥500,000 サイクル。
ランナーとゲート: メイン ランナーを大きくし、枝ランナーのバランスを取る必要があります。炉心への直接の衝突を防ぐために、サイド ゲート、ファン ゲート、またはサブマリン ゲートを選択します。複数個取りの金型の場合は、一貫した充填を確保するために対称レイアウトを採用します。
通気と冷却: パーティング面、リブ位置、ウェルド ライン領域に通気溝 (深さ 0.02 ~ 0.03 mm) を切ります。冷却チャネルは均一に配置される必要があります。反りを最小限に抑えるには、金型の温度変動を±5℃以内に抑える必要があります。
イジェクト: エジェクタピン、エジェクタプレート、エジェクタスリーブを組み合わせて使用します。大面積部品の場合は、「突き出しマーク」(白化)や変形を防ぐために突き出しプレートを使用してください。
射出成形プロセス
温度: バレル温度: PP の場合 180 ~ 220°C。 PA66+GF30の場合は250~280℃。よだれを防ぐために、ノズルの温度を少し低くする必要があります。
圧力: 射出圧力: PP の場合 40 ~ 80 MPa。ガラス繊維強化部品の場合は 80 ~ 140 MPa。保持圧力: PP の射出圧力の 30 ~ 60%。ガラス繊維強化部品の場合は 60 ~ 80%。
速度: 充填には中~高速の射出速度を使用します。薄肉部品には高速を使用します。厚肉部品には多段階速度制御を使用して、空気の巻き込みや繊維の浮きを防ぎます。
金型温度: PP の場合は 30 ~ 50°C。 PA66+GF30の場合は60~90℃。これにより、適切な結晶化と寸法安定性が確保されます。冷却: PP 部品の場合は 5 ~ 15 秒。ガラス繊維強化部品の場合は 10 ~ 30 秒。取り出す前に完全に固化していることを確認してください。
IV.性能検証: 車両レベルの信頼性を確保するための包括的なテスト
カスタムコンポーネントは車両レベルの性能テストに合格する必要があります。これらのテストに合格しない部品は、大量生産に入ることが固く禁じられています。
機械的特性: 引張/曲げ/衝撃強度、疲労寿命、およびスナップフィットの引き抜き力 ≥ 50 N。
環境信頼性: 高温/低温サイクル (-40 °C ~ 120 °C、1,000 サイクル)、湿熱老化、耐油/耐薬品性、耐飛び石性 (80 km/h で 200 g の珪砂による衝撃、貫通なし)。
寸法精度: ISO 2768-m に準拠。 IT7 ~ IT8 公差等級内の重要な嵌合寸法。平面度 ≤ 0.5 mm/100 mm;輪郭公差 ≤ 1.0 mm。
外観品質:ヒケ、ボイド(気泡)、ウェルドライン、バリがないこと。色差ΔE ≤ 1.0;光沢変動 ≤ ± 5 GU;許容される傷の長さ: 外装部品では ≤ 10 mm、内装部品では ≤ 5 mm。
老化テスト: UV 老化およびキセノンアークランプの老化テストにより、5 年間の屋外暴露後に変色や亀裂がないことを保証します。
V. 環境および規制の遵守: 世界的な遵守および健康基準
危険物質の制限: GB/T 26572、EU REACH、および ELV 指令に準拠。鉛 (Pb)、カドミウム (Cd)、水銀 (Hg)、および六価クロム (Cr VI) の制限値 ≤ 1,000 ppm。アスベストおよび多環芳香族炭化水素 (PAH) の使用は厳しく禁止されています。
車内の空気の質: 車内のコンポーネントは、VOC (揮発性有機化合物)、アルデヒド、ケトンの基準を満たしている必要があります。臭気レベル ≤ グレード 3 で、車両乗員の健康と安全を確保します。
リサイクル可能性: リサイクルを促進し、循環経済の原則に沿った単一素材の設計が優先されます。
VI.バッチ配信: コスト、効率、一貫性のバランスをとる
ツールの選択とバッチ サイズ: 小規模バッチ (< 500 ユニット) では 3D プリントまたはアルミニウム金型を利用します。中程度のバッチ (500 ~ 5,000 ユニット) にはアルミニウム合金の金型が使用されます。大規模なバッチ (> 5,000 ユニット) ではスチール製の金型が使用されるため、費用対効果と生産効率のバランスが取れます。生産の安定性: 最初のピースの承認と工程内 SPC 管理 (Cpk ≥ 1.33) により、バッチの一貫性が保証されます。
コスト管理: 材料、構造設計、製造プロセスの最適化により、単位コストが削減され、費用対効果が向上します。
当社は、高品質なプラスチック自動車部品のカスタム成形製造を提供するプラスチック自動車部品のカスタム成形メーカーです。プラスチック自動車部品のカスタム成形品のカスタマイズ/開発をお望みであれば、私たちを見つけることができます。当社は専門的な射出成形金型設計と成熟した製造技術を備えており、製品設計、金型製作、製品生産、製品梱包、製品輸送までのワンストップサービスを提供し、あらゆる段階でお手伝いします。当社に来ていただく限り、製品の品質、生産時間、情報対話などの面で満足していただける究極のサービスを提供します。
|
製品名 |
トレッドミル成形 |
|
提供してください |
2D、3D、サンプル、またはサイズ マルチアングルの写真は |
|
成形時間 |
20~35日 |
|
製品時間 |
7~15日 |
|
金型精度 |
+/-0.01mm |
|
金型の寿命 |
5,000~1億ショット |
|
製造工程 |
図面の監査 - モールドフロー解析 - 設計検証 - カスタムマテリアル - 金型加工 - 中子加工 - 電極加工 - ランナーシステム 加工 - 部品加工・調達 - 加工受入 - キャビティ 表面処理工程 - 複合モード 金型 - 全体 金型表面コーティング - 取付板 - 金型サンプル - サンプルテスト - 送付 サンプル |
|
金型キャビティ |
1 つのキャビティ、複数のキャビティ、または同じ 異なる製品を一緒に作ることができる |
|
金型材質 |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
ランナーシステム |
ホットランナーとコールドランナー |
|
基材 |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
仕上げる |
言葉通り、鏡面仕上げ、 マットな表面、脈理 |
|
標準 |
HASCO、DME、または依存 |
|
主要技術 |
フライス加工、研削、CNC、EDM、ワイヤー 切断、彫刻、放電加工、旋盤、表面仕上げなど |
|
ソフトウェア |
CAD、PRO-E、UG 設計時間: 1 ~ 3 日 (通常の状況) |
|
製品材質 |
ABS、PP、PC、PA6、PA66、TPU、POM、PBT、PVC、ヒップ、PMMA、TPE、PC/ABS、TPV、TPO、TPR、EVA、HDPE、LDPE、CPVC、PVDF、PPSU.PPS。 |
|
品質システム |
ISO9001:2008 |
|
時間を確立する |
20日間 |
|
装置 |
CNC、EDM、突っ切り 機械、プラスチック機械などのプラスチックスーツケース金型浙江 |


プラスチック射出成形金型の製作

プラスチック成型仕様

金型設計:



取引プロセス:

金型試験:


製品の梱包

工場
私たちはカスタムプラスチック金型工場です。私たちの工場はプラスチック射出成形金型メーカーです。私たちはプロのカスタムプラスチック金型で17年の経験と10年の外国貿易の経験があります。当社はカスタムプラスチック金型のサプライヤーです。カスタムプラスチック金型サービスを提供できます。当社の工場では射出成形プラスチック部品の製造が可能であり、製品の品質はお客様にご満足いただけます。
当社には 50 台以上のハイエンドマシンと数百人のエンジニアとデザイナーがいます。製品設計~金型製作~製品生産~製品梱包~輸送までワンストップで対応致します。当社には完全な生産チェーンがあります。あらゆるご要望にお応えいたします。
当社が提供するサービス:
プロフェッショナルなカスタム金型サービス、プラスチック金型の設計と製造。プラスチック製品の生産、製品設計、金型設計、ブロー金型のカスタマイズ、回転金型のカスタマイズ、ダイカスト金型のカスタマイズ。 3D プリンティング サービス、CNC 製造サービス、製品パッケージ、カスタマイズされたパッケージ、出荷サービス。










私たちは常に品質第一、時間第一の原則を遵守します。お客様に最高品質の製品を提供するとともに、生産効率の最大化と生産時間の短縮に努めます。当社は創業以来一度も顧客を失ったことがないことをすべてのお客様に誇りに思っております。製品に問題がある場合は、積極的に解決策を模索し、最後まで責任を負います。

よくある質問
Q1: 商社ですか、それともメーカーですか?
A: 私たちはメーカーです。
Q2.見積もりはいつ入手できますか?
A: 通常、お問い合わせをいただいてから2日以内にお見積りをさせていただきます。
非常にお急ぎの場合は、まずお見積りをさせていただきますので、お電話いただくかメールでお知らせください。
Q3.金型の納期はどれくらいですか?
A: すべては製品のサイズと複雑さによって異なります。通常、リードタイムは25日です。
Q4. 3D 図面がないのですが、新しいプロジェクトをどのように始めればよいですか?
A: 成形サンプルを提供していただければ、3D 図面デザインの完成をお手伝いします。
Q5.出荷前に製品の品質を確認するにはどうすればよいですか?
A:あなたが私たちの工場に来ず、検査のための第三者もいない場合、私たちはあなたの検査労働者として働きます。
プロセスレポート、製品のサイズ構造と表面の詳細、梱包の詳細など、生産プロセスの詳細をビデオで提供します。
Q6.支払い条件は何ですか?
A: 金型の支払い: 事前に T/T によって 40% のデポジット、最初の試用サンプルを送信する前に 30% の 2 番目の金型の支払い、最終サンプルに同意した後の 30% の金型残高。
B: 生産支払い: 事前に 50% のデポジット、最終商品を発送する前に 50%。
Q7: 私たちのビジネスを長期的かつ良好な関係にするにはどうすればよいですか?
答え:1.当社は、お客様に最高品質の製品を提供できるよう、優れた品質と競争力のある価格を維持しています。
2. 私たちは、すべての顧客を友人として尊重し、どこから来たとしても、誠実に取引し、友人となります。
ホットタグ: プラスチック自動車部品のカスタム成形、中国、メーカー、サプライヤー、工場、カスタマイズ、卸売、購入、品質、最新の販売、中国製をカスタマイズします。








